
Wuppertal (DE)
3 mrt. 2016
2 minuten
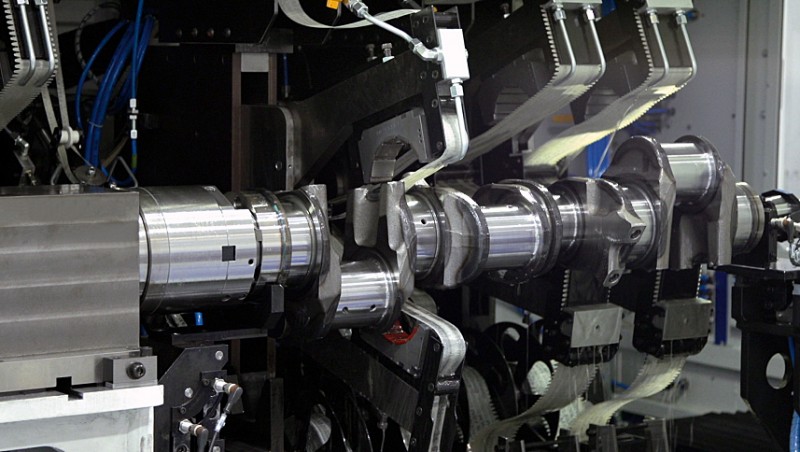
Autoconstructeurs ondervinden nogal eens problemen bij het finishen van krukassen. Volgens een gerenommeerde truckproducent worden vele van de gemelde krukasbeschadigingen veroorzaakt door hoge belastingen van de lagerradii. Dit doordat de overgangsradii bij een krukas niet kunnen worden bewerkt met dezelfde oppervlakteruwheid als de lagers. Thielenhaus microfinish vond een oplossing door niet alleen de lagers zelf maar ook de overgangsradii met een finishlaag af te werken.
De Duitse machinebouwer ontwikkelde hiervoor een speciale aandrukschoen die het mogelijk maakt om een microfinish-bandafwerking van de overgangsradii door te voeren met dezelfde oppervlakteruwheid als bij lagers. Deze nieuwe schoen RadiusFlex is bijna net zo breed als het te finishen lager en drukt een langs beide zijden geprofileerde band bij het oscilleren in de radius zodat radii tot 90 graden volledig bewerkt kunnen worden. Zo kon het probleem met succes worden opgelost.
Flexibel in diameter
 Bij de werktuigmachinefabrikant zijn bovendien nog andere bandaandrukschoensystemen in de ontwikkelingsfase die als type of als patent worden geregistreerd. Als aanvulling op de conventionele harde of zachte schoenen is er bijvoorbeeld een hightechschoen ontstaan die een soort gordel gebruikt voor de vormparing. Met deze schoen die de naam Diaflex krijgt, kunnen krukassen met eenzelfde lagerbreedte maar verschillende diameters worden bewerkt zonder dat de schoenen moeten worden vervangen. In de praktijk gebeurt het vaak dat bij eenzelfde motorconcept en bevestigingsmaat de lagerdiameter enkele millimeters groter moet zijn omwille van de hogere draaimomenten bij 3- of 4-cilindermotoren. De Diaflex-schoen past zich aan, aan de respectievelijke diameter en kan verschillen tot 15 mm uitmiddelen zonder dat de schoen hoeft te worden vervangen.
Bij de werktuigmachinefabrikant zijn bovendien nog andere bandaandrukschoensystemen in de ontwikkelingsfase die als type of als patent worden geregistreerd. Als aanvulling op de conventionele harde of zachte schoenen is er bijvoorbeeld een hightechschoen ontstaan die een soort gordel gebruikt voor de vormparing. Met deze schoen die de naam Diaflex krijgt, kunnen krukassen met eenzelfde lagerbreedte maar verschillende diameters worden bewerkt zonder dat de schoenen moeten worden vervangen. In de praktijk gebeurt het vaak dat bij eenzelfde motorconcept en bevestigingsmaat de lagerdiameter enkele millimeters groter moet zijn omwille van de hogere draaimomenten bij 3- of 4-cilindermotoren. De Diaflex-schoen past zich aan, aan de respectievelijke diameter en kan verschillen tot 15 mm uitmiddelen zonder dat de schoen hoeft te worden vervangen.
 De werktuigmachinefabrikant heeft nog meer oplossingen voor de finishing van krukassen voor personenauto’s en vrachtauto’s. Op alle machines kunnen krukassen worden bewerkt voor motoren met drie tot zes cilinders. Deels hoeft de machine hiervoor zelfs niet eens grondig te worden om- of uitgebouwd. Naast middensteunen, liftarmen en paslagers kunnen ook afdichtzittingen voor olieaftappunten worden gefinisht en flensboringen ontbraamd worden.
De werktuigmachinefabrikant heeft nog meer oplossingen voor de finishing van krukassen voor personenauto’s en vrachtauto’s. Op alle machines kunnen krukassen worden bewerkt voor motoren met drie tot zes cilinders. Deels hoeft de machine hiervoor zelfs niet eens grondig te worden om- of uitgebouwd. Naast middensteunen, liftarmen en paslagers kunnen ook afdichtzittingen voor olieaftappunten worden gefinisht en flensboringen ontbraamd worden.
De verticale bandfinishmachines zijn zodanig ontworpen dat ze ofwel langs de voorkant ofwel langs de achterkant kunnen worden bevoorraad. Op die manier is een flexibele aanpassing aan de betreffende automatisering in de productielijn gewaarborgd. Bovendien is Thielenhaus momenteel bezig met een verdere inkorting van de neventijden voor het bevoorradingsproces van de Crankstar-machines.
Thielenhaus wordt in Nederland vertegenwoordigd door Bertjan Smit , en in België door Robert Ceelen.